定制生产专家











































 你可以问我任何问题
你可以问我任何问题
-
 给我总部销售的联系方式
给我总部销售的联系方式
-
给我印尼销售的联系方式
-
给我印度销售的联系方式




 登录
登录
定制生产专家









直接装配

UQD

SMT贴片




















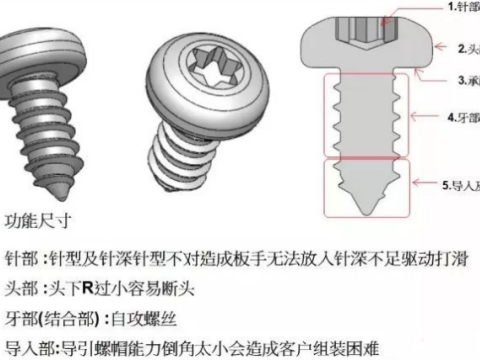
高强度螺栓氢脆分析与永精精密防控实践

在高强度紧固件的制造与应用中,氢脆(Hydrogen Embrittlement)是一个至关重要且不容忽视的技术课题。它被称为高强度钢制零件的“隐形杀手”,其导致的延迟性断裂往往发生在产品交付甚至使用之后,具有极大的隐蔽性和破坏性。作为深圳市永精精密技术有限公司的技术专家,我们深感有责任向客户与业界同仁深入剖析这一现象,并分享我们在防控氢脆方面的系统化实践。氢脆本质上是金属材料(特别是抗拉强度超过1000MPa的高强度钢)在应力作用下,因内部含有过量的氢原子而发生的脆性断裂现象。氢原子的来源是多方面的:在冶炼、电镀、酸洗、阴极充电等过程中,氢原子都可能渗入金属基体。这些直径极小的氢原子在晶格中扩散、聚集,在应力集中区域(如螺纹牙底、头部与杆部过渡处)结合成氢分子,产生巨大的内部压力。当此压力与外部施加的拉应力(如预紧力)叠加,超过材料的临界强度时,便会引发微观裂纹的萌生与扩展,最终导致在低于材料屈服强度的应力下发生突然的、灾难性的脆断。
识别氢脆断裂的宏观与微观特征至关重要。宏观上,断裂通常发生在应力集中部位,断口平齐,无明显塑性变形迹象,呈现典型的脆性断裂特征。微观上,在扫描电子显微镜下,高倍观察往往能发现沿晶界分布的冰糖状形貌,这是氢脆断裂的典型金相标志。值得注意的是,氢脆断裂具有延迟性,从氢的渗入、富集到最终断裂可能需要数小时、数天甚至更长时间,这给质量追溯和问题定位带来了巨大挑战。因此,预防远胜于检测。在永精精密,我们构建了一套贯穿原材料、生产过程及后处理的全流程氢脆防控体系。首先,在原材料选择上,我们严格限定钢材的纯净度与微观结构,优先选用对氢脆敏感性较低的优质合金钢,并从源头控制氢含量的引入。
其次,生产过程控制是核心环节。在热处理方面,我们采用可控气氛保护炉(如网带式连续炉),精确控制炉内碳势与温度,避免在高温下工件表面脱碳的同时,也防止了水蒸气分解带来的氢侵入。在酸洗与电镀环节,风险最高。我们优化酸洗溶液的浓度与温度,并尽可能采用机械除锈(如喷砂)等物理方法替代酸洗。当电镀不可避免时,我们选择低氢渗透性的镀层工艺,并严格控制电镀电流密度与时间,避免因电流效率过低而导致大量副反应产氢。最为关键的步骤在于电镀后的及时去氢处理。永精精密明确规定,所有高强度(通常指性能等级8.8级及以上)的电镀紧固件,必须在电镀后1小时内,送入经过精确校准的去氢烘箱。去氢工艺的参数(温度、时间)并非一成不变,而是根据材料的强度等级、镀层类型及零件截面厚度进行科学设定。通常,温度维持在190℃至230℃之间,保温时间则需2至24小时不等。此过程的目的是为氢原子提供足够的能量,使其能够从晶格陷阱中逸出、扩散至表面并挥发,从而显著降低内部的氢浓度。
最后,严格的检测是确保防控措施有效性的最后一道防线。除了常规的力学性能测试外,我们对高风险批次的产品会进行平行支承面法或应力环法等延迟断裂试验,模拟实际工况下的应力状态,观察其在一定时间周期内的抗断裂能力。同时,我们利用先进的氢含量分析仪,对成品进行抽样检测,确保其残余氢含量低于安全临界值。总结而言,氢脆问题的解决并非依靠单一环节的改进,而是一个系统工程。深圳市永精精密技术有限公司凭借对材料科学的深刻理解、对工艺参数的精细管控以及对质量检测的一丝不苟,成功地将氢脆风险降至最低,为客户提供安全、可靠的高强度紧固件解决方案。我们坚信,唯有将技术扎根于细节,方能成就产品的卓越与恒久。









专业顾问团队在线,随时为您提供解决方案
立即咨询

 粤ICP备2025493240号-1
粤ICP备2025493240号-1 








