一站式紧固件
定制生产专家
定制生产专家











































 你可以问我任何问题
你可以问我任何问题
-
 给我总部销售的联系方式
给我总部销售的联系方式
-
给我印尼销售的联系方式
-
给我印度销售的联系方式




 登录
登录
一站式紧固件
定制生产专家
定制生产专家

产品中心








直接装配

UQD

SMT贴片




















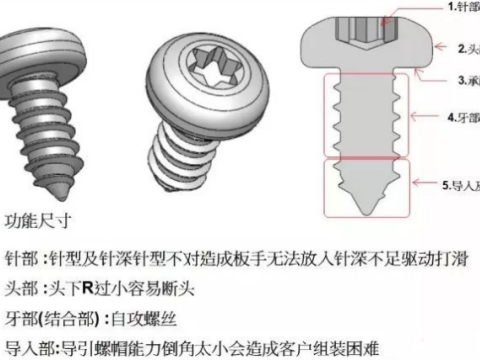
破解不锈钢紧固件咬死难题:方法解析
[摘要]:分析不锈钢紧固件咬死本质是黏着磨损与螺纹变形,指出材料匹配、装配方式等是关键诱因。解决需从材料优化,如异种配对;工艺改进,如滚轧螺纹;规范装配,如润滑控速限扭

不锈钢紧固件的咬死现象(又称 “锁死”)是装配中的常见难题,表现为螺纹副在拧紧过程中突然卡滞甚至粘连,强行拧动会导致螺纹损坏,发生率可达普通碳钢紧固件的 5 倍,尤其在 304、316 等奥氏体不锈钢中更为突出。
咬死的本质是 “黏着磨损” 与 “螺纹变形” 的叠加效应。不锈钢的硬度普遍较低(304 不锈钢 HV 约 150),且表面氧化膜在装配摩擦中易破损,暴露的金属基体直接接触,在压力与温度作用下发生原子间黏结,形成 “冷焊”。同时,不锈钢的导热性差(仅为碳钢的 1/3),装配摩擦产生的热量无法快速扩散,局部温度可达 300℃以上,导致螺纹软化变形,进一步加剧卡滞。某电子设备厂装配 304 不锈钢螺栓时,因未采取防咬死措施,咬死率高达 12%,单日报废螺栓超 300 件。
引发咬死的关键因素包括材料匹配、装配方式、环境条件三类。材料方面,同种不锈钢(如 304 螺栓配 304 螺母)的咬死风险远高于异种材料组合;含碳量越高的不锈钢(如 316L 优于 304),咬死倾向越弱。装配方面,拧紧速度过快(超过 30r/min)、预紧力过大(超过屈服极限的 80%)、未润滑装配,都会使咬死风险呈指数级上升。环境方面,高温、潮湿或有粉尘的环境会加速氧化膜破损,增加咬死概率。
解决咬死问题需从材料优化、工艺改进、装配规范三方面构建系统性方案。材料优化可采用 “异种配对” 策略,如 304 螺栓搭配合金钢螺母,利用硬度差异减少黏结;或选用添加钼、铌的高端不锈钢(如 316Ti),提升耐磨性与抗氧化性。东莞力正开发的防咬死不锈钢螺栓,通过在 316L 基础上添加 0.2% 铌元素,使表面硬度提升至 HV200,咬死率从 12% 降至 1.5%。
工艺改进的核心是优化螺纹表面状态。一是采用滚轧螺纹替代切削螺纹,滚轧能使螺纹表面形成冷作硬化层,硬度提升 20%,且表面粗糙度降至 Ra0.4μm 以下,减少摩擦阻力。二是进行表面处理,如镀一层薄薄的氮化层(厚度 0.5-1μm),或采用钝化处理增强氧化膜稳定性。三是在螺纹表面涂覆固体润滑剂,如二硫化钼涂层,能在装配中形成润滑膜,避免金属直接接触。浙江思进机械的滚轧 + 涂层工艺,使不锈钢螺栓咬死率控制在 0.5% 以下。
装配规范是预防咬死的最后防线,需严格遵循 “润滑 - 控速 - 限扭” 三原则。润滑方面,每颗螺栓装配前必须涂抹专用防咬死剂(如铜基润滑剂),严禁用机油替代;控速方面,电动扳手转速需控制在 10-20r/min,手动拧紧时需缓慢均匀用力;限扭方面,通过扭矩扳手将预紧力控制在屈服极限的 70% 以内,如 M16 304 螺栓预紧力不超过 120N・m。某汽车零部件厂通过实施这些规范,将不锈钢螺栓咬死率从 8% 降至 0.3%,年节约成本超 50 万元。
此外,装配后的维护也不可忽视,若发现螺栓出现轻微卡滞,应立即停止拧紧,倒入少量润滑剂后反向松动,不可强行拧动。对于频繁拆卸的部位,建议选用带 PTFE 涂层的不锈钢螺栓,其自润滑特性可使重复装配次数提升至 50 次以上,远超普通不锈钢的 10 次极限。









专业顾问团队在线,随时为您提供解决方案
立即咨询

 粤ICP备2025493240号-1
粤ICP备2025493240号-1 








