一站式紧固件
定制生产专家
定制生产专家











































 你可以问我任何问题
你可以问我任何问题
-
 给我总部销售的联系方式
给我总部销售的联系方式
-
给我印尼销售的联系方式
-
给我印度销售的联系方式




 登录
登录
一站式紧固件
定制生产专家
定制生产专家

产品中心








直接装配

UQD

SMT贴片




















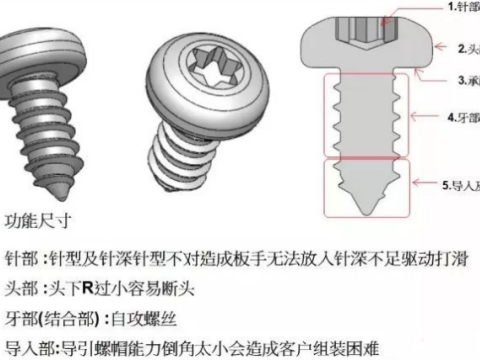
紧固件选型有哪些常见误区?如何科学规避?
[摘要]:此问答列出紧固件选型八大误区,如用粗牙代细牙、过度叠加垫圈等,分析误区危害,如导致设备故障或成本浪费。并给出规避方法,如动态载荷选细牙螺栓,螺栓配垫圈不超1个。

紧固件选型看似简单,实则暗藏诸多误区,轻则导致成本浪费,重则引发安全事故。结合行业实践,需重点规避八大典型误区,建立系统化选型思维。
误区一:用粗牙螺栓替代细牙螺栓。粗牙螺栓螺纹间距大,装配效率高,但自锁性差、强度较低;细牙螺栓螺纹细密,自锁性好、抗疲劳强度高,更适合动态载荷场景。某机床主轴固定曾误用粗牙螺栓替代细牙,运行中因振动松动导致主轴偏移,报废损失达 10 万元。正确做法是:静态载荷选粗牙,动态载荷、微调部位必须选细牙,如汽车变速箱螺栓一律采用细牙结构。
误区二:依赖加厚螺母提升稳定性。部分用户认为螺母越厚紧固性越好,实则过厚螺母会导致载荷分布不均,螺纹受力集中在两端,反而增加松动风险。实验显示,8.8 级螺栓搭配标准厚度螺母时,预紧力均匀性达 90%,而搭配加厚 2 倍的螺母时,均匀性降至 65%。规范选型应遵循 “螺母厚度与螺栓直径匹配” 原则,如 M16 螺栓配 14mm 厚螺母,可参考 GB/T 6170 标准。
误区三:过度叠加垫圈。垫圈的作用是分散压力、保护接触面,但若叠加 2 个以上,会导致预紧力损失 30% 以上,且易产生偏心载荷。某建筑工地为 “增强密封” 叠加 3 个平垫圈,导致螺栓预紧力不足,钢结构出现轻微松动。正确用法是:每个螺栓最多配 1 个平垫圈 + 1 个弹簧垫圈,或直接选用组合垫圈,重要部位采用防松垫圈替代普通垫圈。
误区四:拧紧越用力越好。过度拧紧会使螺栓承受超出设计的预紧力,导致螺纹滑牙或螺栓断裂。某家电厂工人用管钳加长力臂拧紧 M8 螺栓,导致螺栓头部断裂,此类问题占装配故障的 40%。科学做法是按强度等级控制扭矩,如 8.8 级 M16 螺栓扭矩应控制在 200-220N・m,12.9 级可提升至 350N・m,必须使用扭矩扳手或智能拧紧工具。
误区五:忽视孔隙配合精度。螺栓与安装孔的间隙过大易导致偏心载荷,过小则无法装配。某新能源汽车电池包螺栓因孔隙间隙从 0.2mm 扩大至 0.5mm,导致螺栓承受附加弯矩,疲劳寿命缩短 60%。规范配合应遵循:精密连接间隙≤0.1mm,普通连接≤0.3mm,可参考 GB/T 1801 公差标准选择过渡配合或过盈配合。
误区六:单一依赖某家供应商。长期固定供应商虽能保证质量稳定,但难以满足特殊需求且缺乏价格竞争力。某机械企业因仅从一家采购非标螺栓,当供应商产能不足时,导致生产线停工 3 天。正确策略是 “主供 + 备选” 模式,标准件选择 2-3 家供应商,非标件优先与具备研发能力的企业合作,如宁波永年同时为 3 家汽车厂提供定制螺栓,能快速响应特殊需求。
误区七:忽视质量认证。低价劣质紧固件因材料不达标、工艺粗糙,存在严重安全隐患。某工地使用无认证的 8.8 级螺栓,实际强度仅达 4.6 级标准,导致脚手架坍塌。采购时必须核查 “双证”:一是产品质量认证(如 ISO 9001),二是性能检测报告(含抗拉强度、硬度测试数据),避免采购 “三无” 产品。
误区八:规格随意定制。非标紧固件虽能适配特殊结构,但研发成本高、交货周期长。某设备厂为追求 “独特性” 定制 12 种非标螺栓,仅开模费就达 8 万元,且补货周期长达 45 天。科学选型应遵循 “标准优先” 原则,90% 以上的连接可通过标准件满足,确需定制时尽量统一规格,如将 12 种非标整合为 3 种,降低综合成本。









专业顾问团队在线,随时为您提供解决方案
立即咨询

 粤ICP备2025493240号-1
粤ICP备2025493240号-1 








